Tấm tàu ABS LR CCS Class AH36 Kích thước 2000 x 8000 mm Độ dày 10 mm Kỹ thuật hàng hải
Vật liệu
Vật liệu thép đóng tàu bằng thép carbon và thép hợp kim, tương thích với độ bền cao, nhiệt độ thấp và hàn nhiệt đầu vào cao.
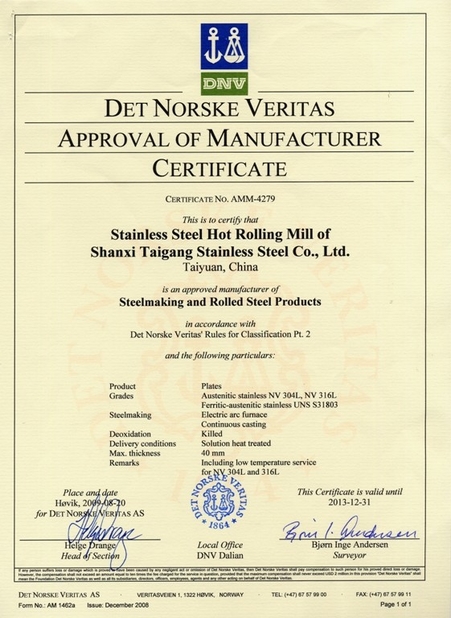
Tiêu chuẩn đóng tàu từ các quốc gia khác nhau
Tấm thép đóng tàu được sản xuất theo sự chấp thuận của các phương pháp sản xuất của các hiệp hội phân loại ở các quốc gia khác nhau liên quan đến thép ngoài khơi và hàng hải.
- ABS (Cục Vận chuyển Hoa Kỳ)
- BV (Bureau Veritas)
- CCS (Hiệp hội Phân loại Trung Quốc)
- DNV (Det Norske Veritas)
- GL (Germanischer Lloyd)
- HR (Hellenic Register of Shipping)
- KR (Đăng ký Vận chuyển Hàn Quốc)
- LR (Đăng ký Vận chuyển Lloyd)
- NK (Nippon Kaiji Kyokai)
- RINA (Registro Italiano Navale)
- RS (Đăng ký Vận chuyển Ấn Độ)
Cấp: A, B, D, E, AH32/36/40, DH32/36/40, EH32/36/40
Theo giới hạn chảy của nó, tấm đóng tàu có thể được chia thành các cấp dưới đây:
- Thép cấp A là lực va đập chịu ở nhiệt độ bình thường (20 ° C).
- Lực va đập thép cấp B ở 0 °C.
- Lực va đập thép cấp D ở -20 °C.
- Lực va đập thép cấp E ở -40 °C.
- Tấm thép đóng tàu cường độ cao có thể được chia nhỏ hơn nữa thành: AH32, DH32, EH32; AH36, DH36, EH36 và AH40, DH40, EH40.
1. Các cấp chung A, B, D và E được phân biệt theo nhiệt độ va đập của thép. Các giá trị va đập của tất cả các cấp thép là như nhau.
2. Yêu cầu gia nhiệt trước kết cấu thân tàu cường độ cao: Đối với tất cả các góc dày tấm AH, DH, EH lớn hơn 30mm, mối nối giáp mí, phải được gia nhiệt trước đến 120 ~ 150 °C trước khi hàn.
3. Đối với độ dày của tấm ≤ 30mm, nhiệt độ môi trường dưới 5 ° C, gia nhiệt trước đến 75 ° C; Nhiệt độ môi trường dưới 0 ° C, gia nhiệt trước đến 75 ~ 100 ° C.
Phạm vi kích thước
Phạm vi độ dày: 5 mm -150 mm
Phạm vi chiều rộng: 1500 mm - 3900 mm
Phạm vi chiều dài: 6 m, 12 m, cuộn
Xử lý bề mặt
Với sơn chống gỉ.
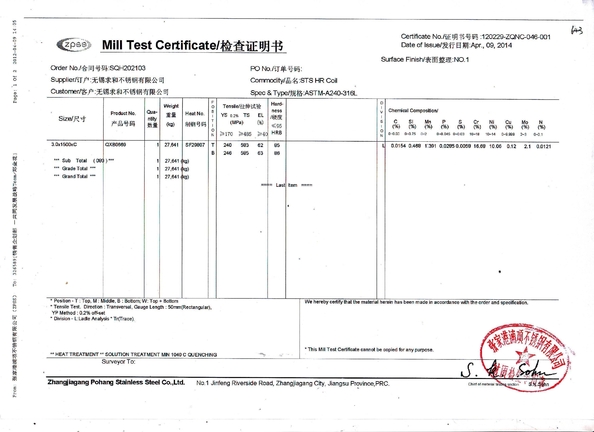
Yêu cầu về hóa học và cơ học
C (carbon) là một nguyên tố tăng cường không thể thiếu trong thép, nhưng sự gia tăng hàm lượng C làm giảm độ dẻo dai va đập ở nhiệt độ thấp của thép và làm giảm khả năng hàn của thép. Do đó, cần phải kiểm soát hàm lượng C trong thép.
Theo kinh nghiệm sản xuất thép chứa nhôm, để đảm bảo hàm lượng nhôm trong thép và độ lỏng của thép nóng chảy, phương pháp khử oxy trước được kiểm soát chặt chẽ để kiểm soát hàm lượng carbon của điểm cuối và việc hợp kim của hợp kim gói lớn để kiểm soát quá trình oxy hóa của thép nóng chảy. Cách thêm nhôm.
Để đảm bảo độ dẻo dai va đập ở nhiệt độ thấp tốt của mác thép, việc cán tấm tàu lớp 355MPa áp dụng quy trình cán có kiểm soát loại II nghiêm ngặt.
|
|
|
|
|
|
|
|
|
|
|
Hấp thụ va đập trung bình
công việcAkv/J
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Gia công cho các cấp khác nhau
Cấp A và B
Độ bền chung của tấm thép đóng tàu cấp A và B có thể đáp ứng các yêu cầu về quy trình và tính chất cơ học thông qua cán thông thường, do đó quy trình sản xuất tương đối đơn giản.
Cấp D, E (DH32, DH36, EH 32, EH 36)
Tấm thép đóng tàu loại D và E (bao gồm AH32/36, DH32, DH36, EH32, EH36) yêu cầu độ dẻo dai ở nhiệt độ thấp tốt và hiệu suất hàn tốt. Việc sản xuất tấm thép đóng tàu cường độ cao cần được chuẩn hóa bằng cách cán có kiểm soát và các quy trình làm nguội hoặc xử lý nhiệt có kiểm soát với các thiết bị hoàn chỉnh hơn. Đồng thời, độ tinh khiết bên trong của thép của phôi được cung cấp phải cao, đặc biệt là hàm lượng S, P, N, 0 và H trong thép phải được kiểm soát chặt chẽ.
Các nguyên tố hợp kim được thêm vào để cải thiện độ dẻo dai
Để đảm bảo hiệu suất của tấm tàu cường độ cao, công nghệ vi hợp kim được áp dụng. Bằng cách thêm Nb, V, Ti và các nguyên tố hợp kim khác vào thép, kết hợp với quá trình cán có kiểm soát, hạt được tinh chế và độ dẻo dai được cải thiện.
Hướng phát triển cho tấm đóng tàu
Độ bền cao, thông số kỹ thuật cao, với quy mô và sự đa dạng của tàu, và những thay đổi trong thông số kỹ thuật của lớp phủ, nhu cầu về tấm loại A thông thường đang giảm dần và nhu cầu về tấm cường độ cao đang tăng lên, tập trung vào các tàu lớn rộng 5m. Tấm, ván tàu dày đặc biệt 200-300mm.

1. Thông số kỹ thuật: Độ dày - 6~700mm; Chiều rộng-1500~4020mm; Chiều dài-3000~18000mm
2. Thời gian giao hàng: Thông thường khoảng 35 ngày
3. Điều khoản thương mại: FOB, CFR (CNF), CIF
4. MOQ: 1 Tấm nếu có hàng.
5. Điều khoản thanh toán:
1) 30% T/T tiền đặt cọc, số dư còn lại so với Bản sao B/L
2) 100% L/C không hủy ngang trả ngay
3) 30% T/T tiền đặt cọc, số dư còn lại so với L/C không hủy ngang trả ngay.
Thông số kỹ thuật tiêu chuẩn bao gồm thép cường độ cao, thép tôi và ram, là thông số kỹ thuật cho thép cường độ chảy 100 KSI, thép tôi và ram được dự định cho các ứng dụng kết cấu và thường được biết đến trong ngành với tên gọi United States Steel mill nomenclature T1® , bất kể nhà sản xuất.
Mỗi loại có thành phần hóa học độc đáo và có thể khác nhau về độ dày tối đa mà nó được cán, từ 1,25 inch đến 6 inch, Độ dày vật liệu ảnh hưởng đến các tính chất cơ học. Ví dụ,
Các ứng dụng tiêu biểu:
Vật liệu này được sử dụng cho các ứng dụng kết cấu. Trong nhiều trường hợp, thuật ngữ kết cấu dùng để chỉ các tòa nhà, nhưng vật liệu này cũng được sử dụng trong các kết cấu thiết bị hạng nặng để giảm trọng lượng và cải thiện khả năng tải trọng, chẳng hạn như trong toa xe lửa và các bộ phận của chúng, khung xe tải khai thác lớn, khung bán rơ moóc và các đoạn cần cẩu.


 Vietnamese
Vietnamese