

 Vietnamese
Vietnamese























Thép không gỉ 431
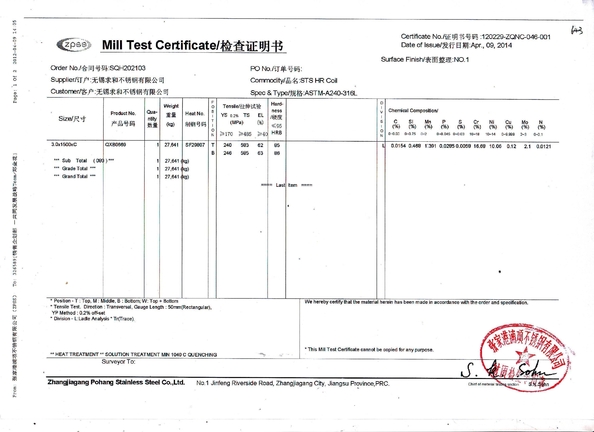
| Phân tích hóa học | |
|---|---|
| C | Carbon 0,20 tối đa |
| Thêm | Mangan 1,00 tối đa |
| P | Phốt pho 0,040 tối đa |
| S | lưu huỳnh 0,030 tối đa |
| Vâng | Silicon 1,00 tối đa |
| Cr | Chromium 15.00 1700 |
| Ni | Nickel 1,25 ¢ 2.50 |
Các đặc điểm chung của thép không gỉ 431
Hợp kim này hiển thị khả năng chống ăn mòn và độ dẻo dai được cải thiện như một thép không gỉ có khả năng làm cứng.
Các ứng dụng của thép không gỉ 431
Hợp kim này được sử dụng cho các bộ buộc và phụ kiện máy bay giả mạo và nên được xem xét cho các bộ phận cấu trúc trong khí quyển biển.
Loại 431 được sử dụng trong các thành phần máy bay căng thẳng cao, các bộ buộc, giá đỡ bom, bu lông, trục bơm và thân van. Nó phù hợp với các ứng dụng đòi hỏi sự kết hợp chống ăn mòn,độ cứng và độ dẻo dai từ 100/1200oF (-70/650oC))
GIAO GIAO STAINLESS 431
Hợp kim này hoạt động tốt khi đúc nóng và đúc ngọt. Nhiệt đến 2100/2200oF (1150/1205oC), sau đó đúc; làm mát đúc nhỏ chậm và đúc lớn trong vôi khô hoặc tro.Làm mát đến nhiệt độ phòng trước khi sơn lại sau đúc. Không giả dưới 1650oF (900oC)
Xử lý nhiệt
LÀM LÀM
Nhiệt đến 1200/1250oF (650/675oC), ngâm và làm mát không khí. Điều trị này là tốt nhất cho hầu hết các hoạt động gia công.
Làm cứng
Nhiệt đến 1800/1950oF (980/1065oC) ️ ngâm và làm nguội bằng dầu hoặc làm mát bằng không khí.và tương tự như vậy phía dưới của nhiệt độ austenitizing khi thấm hơn 1100oF (540oC) để có độ dẻo dai tốt nhất.
TAMPERING
Làm nóng ở nhiệt độ để cung cấp các tính chất cơ học mong muốn. ngâm ít nhất một giờ ¢ lâu hơn cho các bộ phận lớn ¢ và làm mát không khí.Làm nóng giữa 700/1050oF (370/565oC) có thể dẫn đến độ dẻo dai và chống ăn mòn thấp hơn, nhưng tùy thuộc vào các tính chất cần thiết khác, nó vẫn có thể cần thiết để từ bỏ một số độ dẻo dai và chống ăn mòn.
Khả năng máy móc
Hợp kim cho thấy khá tốt gia công, nhưng sẽ có một số gall và xây dựng trên cạnh cắt của các công cụ.
Khả năng hàn
Kim loại cơ bản nên được làm nóng trước đến 400/600oF (205/315oC) và nhiệt độ được duy trì ở 400oF (205oC) trong quá trình hàn.Một điều trị sau hàn ở 1200oF (650oC) nên được thực hiện trên hàn càng sớm càng tốt sau khi làm mát đến nhiệt độ phòng.