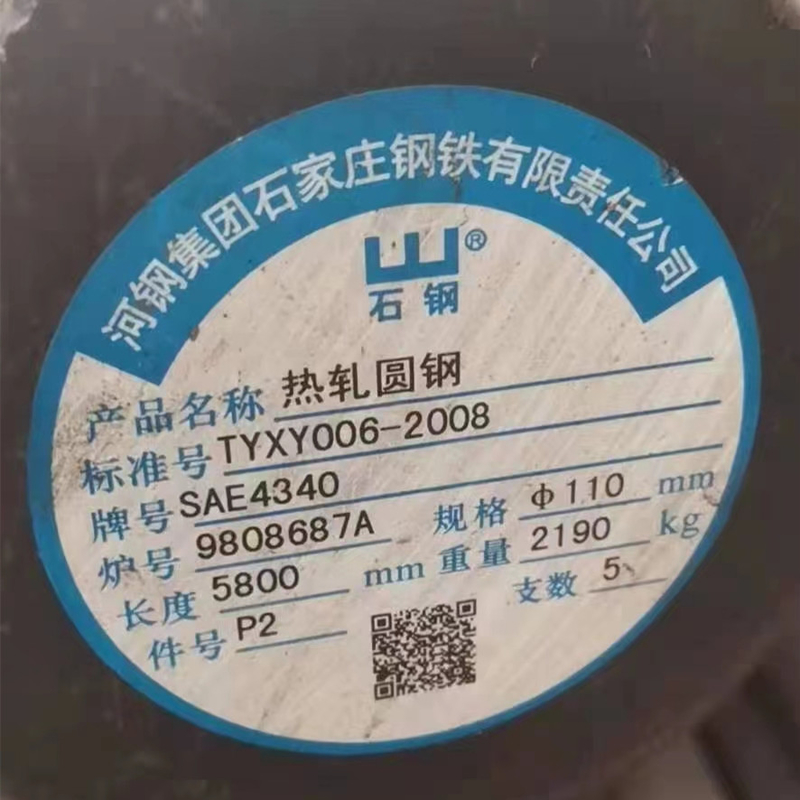
THÉP HỢP KIM AISI / SAE 4340
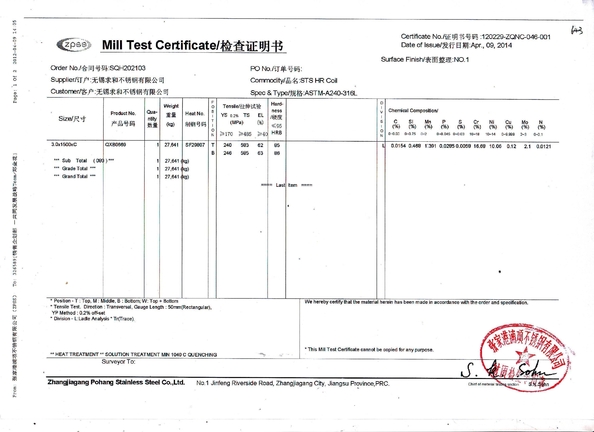
| PHÂN TÍCH HÓA HỌC |
| C% |
Các bon 0,38 - 0,43 |
| Mn% |
Mangan tối đa 0,6 - 0,8 |
| P% |
Phốt pho 0,035 tối đa |
| S% |
Lưu huỳnh tối đa 0,040 |
| Si% |
Silicon 0,15 - 0,3 |
| Ni% |
Niken 1,65 - 2,0 |
| Cr% |
Crom 0,7 - 0,9 |
| Mo% |
Molypden 0,2 - 0,3 |
ĐẶC ĐIỂM CHUNG CỦA THÉP HỢP KIM 4340
4340 là thép hợp kim niken-crom-molypden được biết đến với độ dẻo dai và khả năng đạt được cường độ cao trong điều kiện nhiệt luyện.Nó có khả năng chống mệt mỏi rất tốt.
Hợp kim này, 4340, có thể được xử lý nhiệt ở mức độ bền cao trong khi vẫn duy trì độ dẻo dai tốt, khả năng chống mài mòn và mức độ bền mỏi, kết hợp với khả năng chống ăn mòn trong khí quyển và độ bền tốt.
CÁC ỨNG DỤNG
Máy bay thương mại và quân sự, hệ thống ô tô, thủy lực rèn và các ứng dụng máy công cụ khác, trục khuỷu bằng thép rèn.
QUÊN
Việc rèn nên được thực hiện trong khoảng từ 2250 đến 1800 º F (1230 và 980 º C.).Các bộ phận phải được làm nguội chậm sau khi rèn trong tro hoặc cát, v.v.
ĐIỀU TRỊ NHIỆT
Xử lý nhiệt sau khi rèn được thực hiện để làm cho thép thích hợp để gia công và đáp ứng các giới hạn cơ tính được quy định cho các ứng dụng cụ thể của thép.Có một số cách để xử lý nhiệt một bộ phận thép nhất định và chỉ thông qua thực tế, nhiệt độ và điều kiện tối ưu mới có thể được xác định.Thông tin sau đây chỉ nên được sử dụng như một hướng dẫn.
THƯỜNG NIÊN
Để có được cấu trúc lê trên các bộ phận nhất định để gia công, 4340 phải được ủ ở nhiệt độ danh nghĩa 1525 º F (830 º C,) làm mát đến 1350 º F (730 º C) và làm mát lò đến 1130 º F (610 º C ) với tốc độ 20 º F (11 º C) mỗi giờ, sau đó làm mát bằng không khí.Quá trình này, được gọi là quá trình ủ hoàn toàn, rất tốn thời gian vì nó liên quan đến việc làm lạnh chậm trên toàn bộ phạm vi nhiệt độ từ nhiệt độ austenitizing đến nhiệt độ thấp hơn nhiệt độ mà tại đó quá trình biến đổi hoàn tất.
Để có được cấu trúc hình cầu ở cấp 4340, bao gồm việc làm lạnh Austenitine ở 1380 º F (750 º C,) lò nung đến 1300 º F (705 º C) sau đó đến 1050 º F (565 º C) với tốc độ 5 º F (3 º C) mỗi giờ.Cấu trúc này có thể sẽ dẫn đến khả năng gia công tốt hơn so với cấu trúc ngọc trai dạng phiến thô thu được bằng quá trình ủ đầy đủ.
BÌNH THƯỜNG
Quá trình này được định nghĩa là làm nóng thép đến nhiệt độ trên ferit đến nhiệt độ biến đổi austenit, sau đó làm lạnh trong không khí đến nhiệt độ thấp hơn nhiệt độ biến đổi này.Quá trình xử lý có thể được thực hiện trên các sản phẩm rèn như một quá trình xử lý điều hòa trước khi xử lý nhiệt lần cuối.Bình thường hóa cũng phục vụ để tinh chỉnh cấu trúc của đồ rèn có thể đã nguội không đồng nhất từ hoạt động rèn của chúng.Nhiệt độ chuẩn hóa danh nghĩa cho loại 4340 là 1500 º F (815 º C,) nhưng kinh nghiệm sản xuất có thể yêu cầu nhiệt độ trên hoặc dưới 50 º F (10 º C) trên hoặc dưới nhiệt độ này..Theo nguyên tắc chung, khi đồ rèn được chuẩn hóa trước đó, chẳng hạn như thấm cacbon hoặc làm cứng và tôi, thì phạm vi nhiệt độ chuẩn hóa cao hơn sẽ được sử dụng.Khi bình thường hóa là xử lý nhiệt cuối cùng, phạm vi nhiệt độ thấp hơn được sử dụng.
CỨNG NÓI
Quá trình xử lý nhiệt này dẫn đến sự hình thành mactenxit sau khi tôi nguội, dẫn đến tăng độ cứng và độ bền kéo.Phạm vi nhiệt độ 1500 - 1550 º F (815 - 845 º C) là nhiệt độ Austenitizing bình thường để làm cứng trực tiếp lớp 4340.Làm nguội dầu thường được sử dụng cho 4340 vì độ cứng của hợp kim phù hợp với phương pháp làm nguội này.
NHIỆT ĐỘ
Quá trình ủ được thực hiện để giảm bớt ứng suất từ quá trình làm cứng, nhưng chủ yếu để đạt được các đặc tính cơ học cần thiết cho ứng dụng cuối cùng.Nhiệt độ ủ thực tế sẽ được chọn để đáp ứng các đặc tính cần thiết, và trong nhiều trường hợp sẽ là vấn đề thử và sai.
Lớp 4340 này cũng có thể được làm cứng bằng cách thấm nitơ hoặc làm cứng bằng ngọn lửa hoặc cảm ứng.
KHẢ NĂNG MÁY
Loại này có thể dễ dàng gia công, với cấu trúc lê phiến thô hoặc cấu trúc hình cầu được khuyên dùng tốt nhất, tùy thuộc vào kích thước phần, độ phức tạp và số lượng gia công được thực hiện.Nếu có nghi ngờ về tính phù hợp của bất kỳ cấu trúc nào khác, thì cấu trúc hình cầu nên được sử dụng để xử lý nhiệt.
HÀN
Loại này có thể hàn dễ dàng trong điều kiện ủ, nhưng nên tránh hàn ở điều kiện tôi và tôi cứng nếu có thể vì ảnh hưởng đến các tính chất cơ học.Không nên hàn trong các điều kiện đã được nitrid hóa hoặc ngọn lửa hoặc cảm ứng làm cứng.



 Vietnamese
Vietnamese