
|
Thông tin chi tiết sản phẩm:
|
| OD: | 6-630mm | độ dày: | 0,5-60mm |
|---|---|---|---|
| Chiều dài: | 300-12000mm | Kiểu: | Cán nguội |
| ứng dụng: | nồi hơi, hóa chất | Tiêu chuẩn: | AISI ASTM |
| hình dạng: | Round.sapes. Hình chữ nhật | Kỹ thuật: | Cán nguội cán nóng |
| Điểm nổi bật: | seamless stainless steel tube,ss seamless pipes |
||
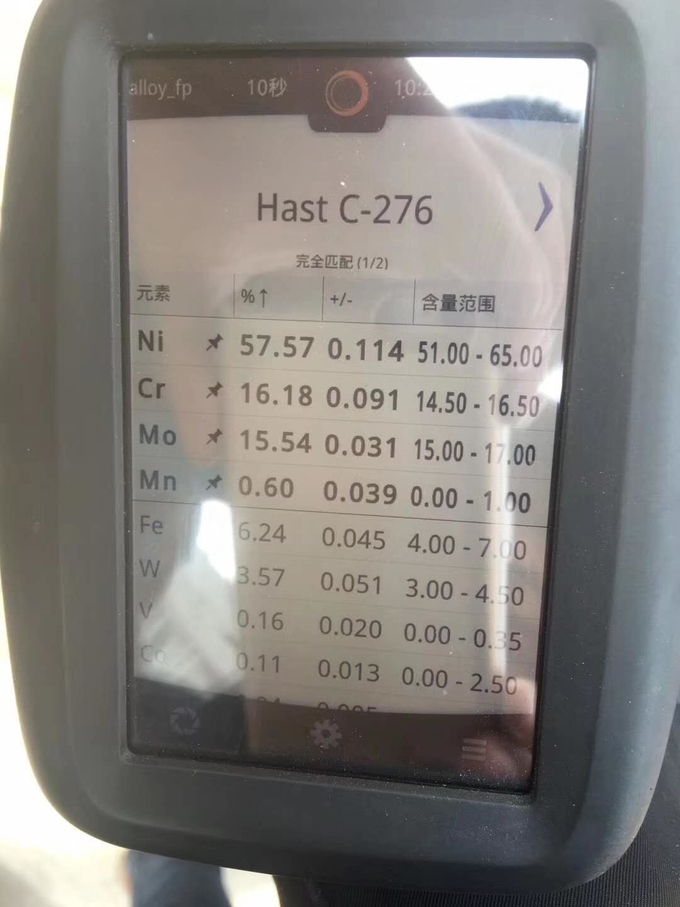
Ni 57.0, Mo 16.0, Cr 15,5, Fe 5,5, W 3,8
HASTELLOY C276 trong lớp này dưới các hình thức sau: Thanh, thanh lục giác, thanh vuông, ống dây, cắt dây, cuộn lỏng, tấm, tấm, cuộn, ống, ống, núm vú, khuỷu tay, lắp, khớp nối, mặt bích, ốc vít, rèn , đĩa, gia công. Đây là hợp kim rèn Niken-crom-molybdenum được coi là hợp kim chống ăn mòn linh hoạt nhất hiện có. Hợp kim này có khả năng chống lại sự hình thành các kết tủa ranh giới hạt trong vùng chịu ảnh hưởng nhiệt của mối hàn, do đó làm cho nó phù hợp với hầu hết các ứng dụng quá trình hóa học trong điều kiện hàn. Hợp kim C-276 cũng có khả năng chống rỗ, nứt ăn mòn và oxy hóa không khí tuyệt vời lên đến 1900 ° F. Hợp kim C-276 có khả năng chống chịu đặc biệt với nhiều môi trường hóa học.
Đặc điểm
Các ứng dụng
Một số ứng dụng điển hình của HASTELLOY C276 bao gồm các thành phần thiết bị trong các quá trình clorua hữu cơ hóa học và hóa dầu và các quá trình sử dụng chất xúc tác halogen hoặc axit. Các ứng dụng công nghiệp khác là bột giấy và giấy (chất phân hủy và khu vực tẩy trắng), máy lọc và ống dẫn cho khử lưu huỳnh khí thải, dược phẩm và thiết bị chế biến thực phẩm.
HASTELLOY C-276 là hợp kim niken-crom-molypden có khả năng chống ăn mòn phổ biến không thể so sánh với bất kỳ hợp kim nào khác. Nó có sức đề kháng vượt trội đối với nhiều môi trường quá trình hóa học bao gồm clorua sắt và cupric, axit khoáng nóng, dung môi, clo và clo (cả hữu cơ và vô cơ), clo khô, axit formic và acetic, anhydrid acetic, nước biển và dung dịch nước muối và dung dịch hypochlorite và clo dioxide. Hợp kim C276 cũng chống lại sự hình thành các kết tủa ranh giới hạt trong vùng ảnh hưởng nhiệt hàn, làm cho nó hữu ích cho hầu hết các quá trình hóa học trong điều kiện hàn. Nó có khả năng chống rỗ và ăn mòn ứng suất tuyệt vời.
Tấm HASTELLOY C276 dày 0,044 "trong điều kiện xử lý nhiệt ở 2050 ° F, được làm nguội nhanh, có độ sâu cốc olsen trung bình là 0,48". Hợp kim C-276 có thể được chế tạo thành công bằng nhiều phương pháp. Hợp kim có xu hướng làm việc cứng nhưng với sự chăm sóc thích hợp, hợp kim dễ dàng nóng và lạnh hình thành. Thông tin đầy đủ về hàn, gia công và hình thành có sẵn
Yêu cầu hóa chất | |||||||
|---|---|---|---|---|---|---|---|
Ni | Cr | Mn | Mơ | C | Sĩ | Fe | |
| Tối đa% | Bal. | 16,5 | 1 | 17,0 | 0,010 | 0,08 | 7,0 |
| %% | 14,5 | 15.0 | 4.0 | ||||
Yêu cầu sở hữu cơ khí | |||||
|---|---|---|---|---|---|
| Độ bền kéo cuối cùng | Sức mạnh năng suất (hệ điều hành 0,2%) | Elong. trong 2 in (50,8mm) hoặc 4D phút,% | R / A | Độ cứng | |
| Tối thiểu | 100 KSi | 41 KSi | 40 | ||
| Tối đa | |||||
| Tối thiểu (số liệu) | 690 MPa | 283 MPa | |||
| Tối đa | |||||
Biểu đồ dữ liệu kéo trung bình ở nhiệt độ
Thông số kỹ thuật | |
|---|---|
| Hình thức | Tiêu chuẩn |
UNS | UNS N10276 |
Quán ba | ASTM B574 Din 17752 |
Dây điện | |
Tấm | ASTM B575 Din 17750 |
Đĩa | ASTM B575 Din 17750 |
Lắp | ASTM B366 |
Rèn | ASTM B564 |
Ống | ASTM B619 ASTM B622 ASTM B626 Din 17751 |
Ống | ASTM B619 ASTM B622 ASTM B626 Din 17751 |
Dây hàn | A5,14 ERNiCrMo-4 |
Điện cực hàn | A5.11 ENICrMo-4 |
Din | 2.4819 Tất cả các hình thức |
| Bảng 16 | |
|---|---|
| CÁC LOẠI CÔNG CỤ ĐƯỢC KIẾN NGHỊ VÀ ĐIỀU KIỆN MÁY | |
| Hoạt động | Công cụ cacbua |
| Roughing, với sự gián đoạn nghiêm trọng | Quay hoặc đối mặt với lớp C-2 và C-3: Chèn vuông cào âm, SCEA1 45 độ, bán kính mũi 1/32. Giá đỡ dụng cụ: 5 độ âm. cào lưng, âm 5 độ. cào bên. Tốc độ: 30-50 sfm, 0,004-0,008 in. Thức ăn, độ sâu cắt 0,125. Dry2, dầu3, hoặc chất làm mát gốc nước4. |
| Gia công thô | Quay hoặc Đối mặt với lớp C-2 hoặc C-3: Chèn vuông tỷ lệ âm, SCEA 45 độ, bán kính 1/32. Giá đỡ dụng cụ: 5 độ âm. cào lưng, âm 5 độ. cào bên. Tốc độ: 90 sfm tùy thuộc vào độ cứng của thiết lập, cấp liệu 0,010 in, độ sâu cắt 0,125 in. Làm khô, dầu, hoặc nước làm mát cơ sở. |
| Hoàn thiện | Quay hoặc đối mặt với lớp C-2 hoặc C-3: Chèn vuông cào tích cực, nếu có thể, SCEA 45 độ, bán kính mũi 1/32. Giá đỡ dụng cụ: 5 độ pos. cào lưng, pos 5 độ. cào bên. Tốc độ: 95-110 sfm, 0,005-0,007 in. Thức ăn, 0,040 in. Độ sâu cắt. Nước làm mát khô hoặc gốc nước. |
| Chán | Lớp C-2 hoặc C-3: Nếu chèn thanh nhàm chán, hãy sử dụng các công cụ cào tích cực tiêu chuẩn với SCEA lớn nhất có thể và bán kính 1/16 in. Nếu thanh công cụ được hàn, mài cào 0 độ, pos 10 độ. cào bên, bán kính mũi 1/32 và SCEA lớn nhất có thể. Tốc độ: 70 sfm tùy thuộc vào độ cứng của thiết lập, nguồn cấp dữ liệu 0,005-0,008 in, độ sâu cắt 1/8. Làm khô, dầu hoặc nước làm mát cơ sở. |
| Kết thúc nhàm chán | Lớp C-2 hoặc C-3: Sử dụng các công cụ cào tích cực tiêu chuẩn trên các thanh loại chèn. Nghiền các công cụ được hàn như để hoàn thành quay và đối mặt ngoại trừ cào sau có thể là tốt nhất ở 0 độ. Tốc độ: 95-110 sfm, 0,002-0,004 trong thức ăn. Nước làm mát cơ sở. |
| Ghi chú: | |
1 SCEA - Góc cắt cạnh hoặc góc dẫn của dụng cụ. 2 Tại bất kỳ điểm nào được khuyến nghị cắt khô, một máy bay phản lực hướng vào dụng cụ có thể giúp tăng tuổi thọ công cụ đáng kể. Một sương mù làm mát cơ sở nước cũng có thể có hiệu quả. 3 Chất làm mát dầu phải là chất lượng cao, dầu sunfua có phụ gia cực áp. Độ nhớt ở 100 độ F từ 50 đến 125 SSU. 4 Chất làm mát gốc nước phải là chất lượng cao cấp, dầu hòa tan sulfochlorin hóa hoặc nhũ tương hóa học với các chất phụ gia cực áp. Pha loãng với nước để pha 15: 1. Chất làm mát gốc nước có thể gây sứt mẻ và hỏng nhanh các công cụ cacbua trong các vết cắt bị gián đoạn. | |
| Bảng 17 | |
|---|---|
| CÁC LOẠI CÔNG CỤ ĐƯỢC KIẾN NGHỊ VÀ ĐIỀU KIỆN MÁY | |
| Hoạt động | Công cụ cacbua |
| Phay mặt | Cacbua thường không thành công, loại C có thể hoạt động. Sử dụng cào hướng trục và hướng tâm dương, góc góc 45 độ, góc giảm 10 độ. Tốc độ: 50-60 sfm. Thức ăn: 0,005-0,008 in. Chất làm mát dầu hoặc nước sẽ làm giảm thiệt hại sốc nhiệt của răng cắt cacbua. |
| Kết thúc phay | Không được đề xuất, nhưng lớp C-2 có thể thành công trên các thiết lập tốt. Sử dụng cào tích cực. Tốc độ: 50-60 sfm. Thức ăn: Tương tự như thép tốc độ cao. Chất làm mát dầu hoặc nước sẽ làm giảm thiệt hại sốc nhiệt. |
| Khoan | Lớp C-2 không được khuyến nghị, nhưng mũi khoan có thể thành công khi thiết lập cứng nhắc nếu không có độ sâu lớn. Các trang web phải mỏng để giảm lực đẩy. Sử dụng góc 135 độ bao gồm điểm. Khoan súng có thể được sử dụng. Tốc độ: 50 sfm. Dầu hoặc nước làm mát gốc. Mũi khoan làm mát bằng cacbua có thể là kinh tế trong một số thiết lập. |
| Gia công | Cấp độ C-2 hoặc C-3: Các mũi khoan có đầu nhọn được khuyên dùng, các mũi khoan cacbua rắn yêu cầu thiết lập tốt khác nhau. Công cụ hình học giống như thép tốc độ cao. Tốc độ: 50 sfm. Thức ăn: Tương tự như thép tốc độ cao. |
| Khai thác | Không được đề xuất, chủ đề máy hoặc cuộn hình thành chúng. |
| Gia công xả điện | Các hợp kim có thể dễ dàng cắt bằng cách sử dụng bất kỳ hệ thống gia công phóng điện thông thường (EDM) hoặc dây (EDM). |
| Ghi chú: | |
Thép tốc độ cao 5 dòng M-40 bao gồm M-41, M-42, M-43, M-44, M-45 và M-46 tại thời điểm viết. Những người khác có thể được thêm vào và nên phù hợp như nhau. 6 Chất làm mát dầu phải là chất lượng cao, dầu sunfua có phụ gia cực áp. Độ nhớt ở 100 độ F từ 50 đến 125 SSU. 7 Chất làm mát gốc nước phải là chất lượng cao cấp, dầu hòa tan trong nước sunfua hoặc nhũ tương hóa học với các chất phụ gia cực áp. Pha loãng với nước để pha 15: 1. | |
| Bảng 18 | |
|---|---|
| Cắt hồ quang plasma | |
| Hợp kim của chúng tôi có thể được cắt bằng cách sử dụng bất kỳ hệ thống cắt hồ quang plasma thông thường. Chất lượng hồ quang tốt nhất đạt được bằng cách sử dụng hỗn hợp khí argon và hydro. Khí nitơ có thể được thay thế cho khí hydro, nhưng chất lượng cắt sẽ giảm nhẹ. Không khí cửa hàng hoặc bất kỳ khí mang oxy nên tránh khi plasma cắt các hợp kim này. | |




Người liên hệ: Mr. Gao Ben
Tel: +86-18068357371
Fax: 86-0510-88680060







